

Eenvoudige vervaardigingsproses van staalballe
Bal blanko vorming → ring verwydering → grof maal → sagte maal → bal blank vorming → gladde bal (of vyl → sagte maal) → harde maal → fyn slyp → presisie maal (of polering) → ultra presisie maal.
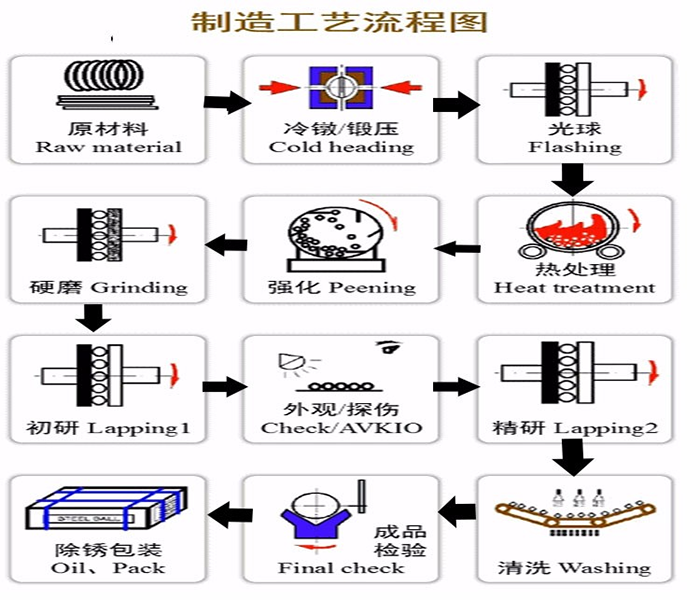
Gedetailleerde produksieproses van staalballe
1. Draadtrek: Strek die draad tot die verlangde deursnee met behulp van 'n draadtrekmasjien;
2. Koue kop (smee): Plaas die getrekte draad in 'n staalbal-kouekopmasjien, en gebruik die staalmatrys binne-in die masjien om dit in 'n bolvorm te smee;
3. Ligbal: Twee gietyster-maalbal-sirkelplate binne-in die ligbalmasjien druk en vyl die koue kop-embrio om die buitenste ring en twee pale op die embrio te verwyder;
4. Sagte bal: Twee gietyster slyp bal sirkel plate binne die sagte bal masjien vyl die lig bal embrio om dit te slyp in die vereiste bal deursnee en oppervlak grofheid;
5. Hittebehandeling: Plaas die bal in 'n hittebehandelingsoond, karbureer dit, blus dit en temper dit om dit 'n sekere karboniseerlaag, hardheid, taaiheid en druklading te gee;
6. Harde slyp: Die slypwielskyf binne die slypmasjien druk en maal die hittebehandelde bal leeg om die swart oksiedlaag op die oppervlak van die bal te verwyder en die akkuraatheid van die bal reg te stel;
7. Presisie maal/poleer skoonmaak: Presisie maal: Maal die maal bal embrio in die presisie maal masjien om die vereiste presisie en gladheid van die finale produk te verkry;
Poleer en skoonmaak: Gooi die bal in die poleerdrom en draai dit, maak dan die sferiese oppervlak skoon met poleerskoonmaakmiddel en water om dit skoon en blink te maak;
8. Voorkomseleksie: Gebruik handmatige visuele inspeksie om na te gaan vir enige defekte op die oppervlak van die staalbal, en gebruik 'n mikrometer om die ware rondheid, bondel deursnee variasie te meet, en gebruik 'n oppervlak grofheid meter om oppervlak grofheid op te spoor as die finale inspeksie;
9. Verpakking: Bedek staalballetjies/vlekvrystaalballetjies/draerstaalballetjies met antiroesolie en pak dit in kartondose of geweefde sakke.
Met die ontwikkeling van tegnologie het die vraag na groot swaardiens laers in die toerustingvervaardigingsbedryf verder toegeneem wat kwantiteit en kwaliteit betref, en die vereistes vir die hoeveelheid en kwaliteit van ondersteunende groot draerstaalballe moet ook dienooreenkomstig verhoog word. Die deursneevariasie van die staalbalgroep moet klein wees, die oppervlakruwheid van die staalbal moet klein wees, die akkuraatheid moet hoog wees, en die verskil tussen die kernhardheid en oppervlakhardheid van die staalbal moet klein wees. Die deursnee van groot draerstaalballe het nou 150MM-200MM bereik.
Die vervaardigingsproses van groot draerstaalballe verskil van dié van gewone spesifikasies. Die volgende vergelyking word gemaak:
1. Vervaardigingsproses van groot draerstaalballe:
Sny - Smee - Uitgloeiing - Draaiverwerking - Hittebehandeling - Harde Slyp - Aanvanklike Navorsing - Presisienavorsing;
2. Vervaardigingsproses van gewone spesifikasie wat staalballe dra:
Draadtrek - Koue kop - Ligte bal - Sagte bal - Hittebehandeling - Harde maal - Fyn maal;
Vervaardigingsproses van ingevoerde draerstaalballe
1) Vervaardig toerusting met behulp van ingevoerde draerstaalballetjies
2) Eerstens, draf die hidrouliese silinder om die slypplaat te beweeg totdat die laerstaalbal tussen die twee slypplate geplaas kan word.
3) Installeer die baluitlaat en hou dit in 'n los toestand. Teken die spil om die spasie tussen die twee slypplate met staalballe te vul, en verstel die baluitlaat na
Die balversamellem is styf aan die eindvlak van die slypplaat (of slypwiel) vasgemaak en aan die baluitlaat vasgemaak. Op hierdie stadium is dit raadsaam om druk op die twee slypplate toe te pas om die chroomstaalbal te laat draai.
4) Maak die beskermende deksel toe, begin die waterpomp, begin die materiaalbak en begin die hoofas.
5) Volgens die prosesgewoontes van elke fabriek, pas die spoed van die spil en materiaalbak aan, en pas die hoeveelheid balle aan om te verseker dat die staalballe in elke groef van die leiplaat eweredig versprei is
Eenvormig versprei en nie oorvleuel nie.
6) Pas die maaldruk aan, draai die drukskakelaar op die bedieningspaneel na die oop posisie, pas die drukverhogende klep op die hidrouliese stasiepaneel aan en lig dit op
Spesifiseer die druk en sluit dit in elke fabriek, en let op die hidrouliese stelsel om druk te handhaaf tydens opstart.
7) Onder normale werksomstandighede is dit nodig om gereeld die bedryfstatus, druk en gladde in- en uitgang van die gasheer waar te neem.
8) Wanneer die staalbal die gespesifiseerde grootte en oppervlakkwaliteit bereik, verminder eers die werkdruk en druk dan die hoofstopknoppie.
9) Berei die houer voor om die laerstaalbal te verwyder.